
地址:浙江省台州市温岭市泽国镇泽楚路275号
电话:0576-86441018
手机:18958663018
官网:nccs2.org
工业滚筒线铝型材表面局部沾水淋雨,经型材表面淬火氧化层细微小孔渗入铝基体,形成三羟铝石,随水份停留时间长短而现明淡,如果水中有杂质(盐,亚硝酸等)会产生腐蚀斑。沾水的铝型材要及时擦干,在时效前必须擦干,条件充许的话适当增加碱冼时间和氧化膜厚度。油渍和水渍只要在工业滚筒线铝型材不沾灰尘时效前及时擦拭干净就不会产生油痕和水印,关键在于培养良好的操作习惯和品质意识。

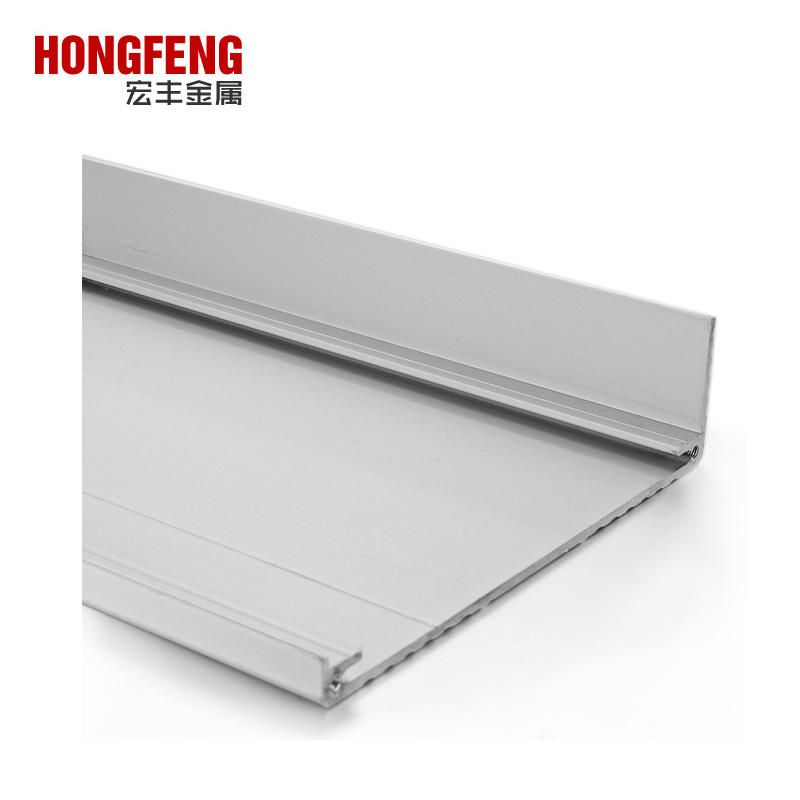
工业滚筒线铝型材的加工成形的方法大致有两种:挤压法、轧制法。挤压是工业铝型材一种最常用的成形方式,先根据型材截面制作铝型材模具,利用挤压机把加热到临界点的圆铸棒从模具中挤出成形。就比如6063铝合金,在挤压过程中还有一种风冷淬火过程及其后的人工时效处理,以完成工业滚筒线铝型材的热处理强化,不同的铝合金的热处理方式是不一样的。轧制法是在需要大批量,并且对尺寸和表面质量要求不是很高的中、小规格棒材和断面形状简单的型材时,才会使用到这种方法。

舟山滚筒线铝型材铝型材挤压矫直:矫直是铝型材弯曲的一个非常严重的部分。矫直工人必须注意矫直所用的强度。过强的强度可能会导致型材变形,封闭,橘皮等。过高的强度会导致轮廓矫直和弯曲。工业滚筒线铝型材货架表面处理:老化后,钢坯的硬度达到标准,型材不易弯曲,但重要的是要注意货架,当两端提升材料时,尽量避免强力波动,强烈波动也会导致老化铝型材发生一定的弯曲。
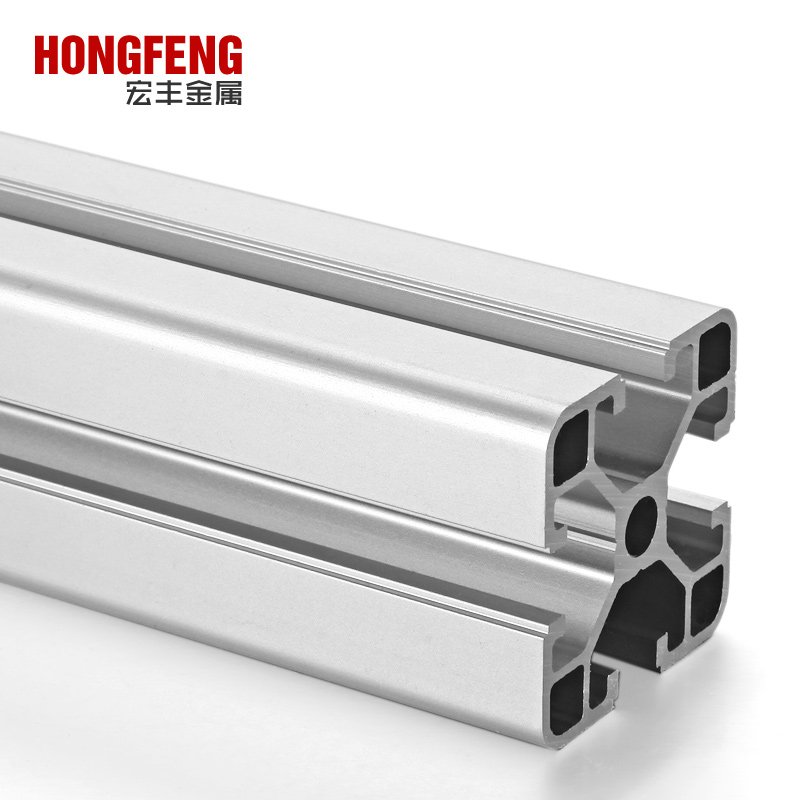
舟山滚筒线铝型材表面裂纹产生原因:1、铝型材挤压系数过大,挤压温度过高(棒,筒,模三温),挤压速度再过快。2、挤压力不稳,忽高忽低,或多档调速之间速差明显,换档时速度转换突快。3、工业滚筒线铝型材挤出时头端上压(冲压)过快,尾端跑速或未减速,死区铝大量的渗入。4、棒的质量较差,棒内过烧,大晶粒,疏松。压余(V3铝)过薄。5、挤压模具流速比严重失调设计制造不合理。






