
地址:浙江省台州市温岭市泽国镇泽楚路275号
电话:0576-86441018
手机:18958663018
官网:nccs2.org
工业板链线铝型材挤出包装:这个环节也很重要。锯开固定长度的长度后,应将铝型材框起来。这种时尚的造纸者应该注意:这种材料是材料还是小材料,是用管子还是扁平模具拉出的材料?一般来说,当大的材料和管材料在两端被提升到框架时,不容易弯曲,而是材料和平坦的表面。由模具拉出的材料通过提升两端容易弯曲。此时,材料应从两端抬起并包装到中间。但是,一些铝型材,例如百叶窗,窗户叶片,盖子等,必须放在老化的工业板链线铝型材上,然后提升到框架中。
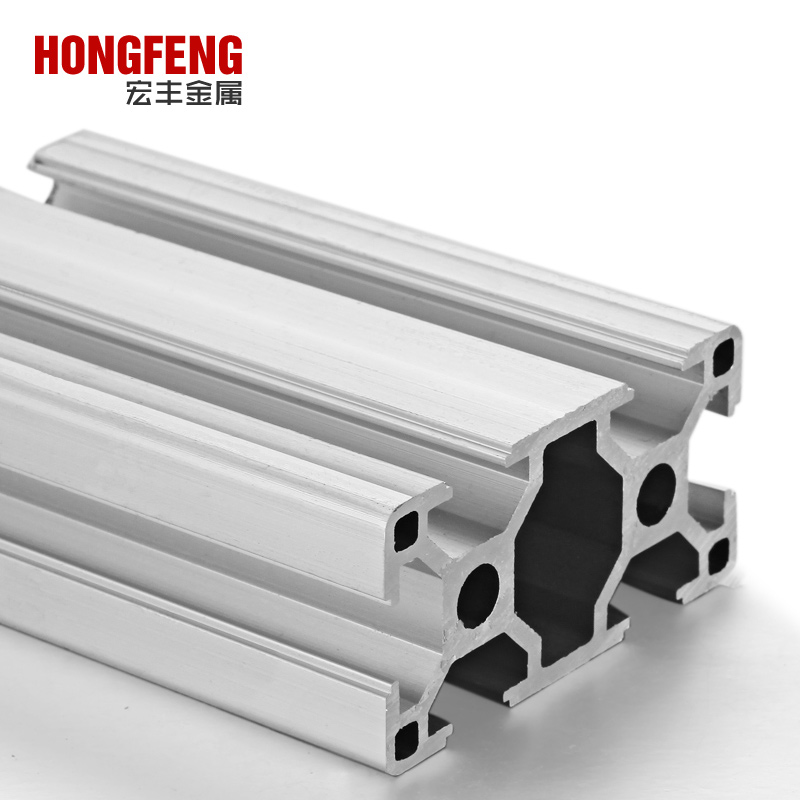
海南板链线铝型材表面加工的方法一般为表面阳极氧化处理,也有一部分需要喷涂、电泳等处理方式。表面阳极氧化处理就是利用电解原理,使工业铝型材表面形成更厚更致密的氧化膜层,从而增加铝合金材料的耐腐蚀性。之后,还需要对工业板链线铝型材进行封孔处理。
工业板链线铝型材的模具设计不合理导致铝型材发脆:1、口模截面设计不合理,尤其是内筋的分布和交界面角度的处理。这样会造成应力集中现象的存在,需要改进设计和消除交界面处的直角和锐角。2、模头压力不足。模头处压力大小是直接受模具的压缩比,特别是模具平直段的长度来决定的。模头的压缩比太小或平直段太短都会造成制品不致密,影响物理性能。模头压力的改变一方面可以通过改变模头平直段长度来调整流料阻力。另一方面在模具设计阶段可选择不同的压缩比来改变挤出压力,但必须注意机头压缩比要与挤出机螺杆的压缩比相适应。还可以通过改变配方,调整挤出工艺参数,增加多孔板来改变熔体压力的大小。3、对于因分流筋汇合不良造成的性能下降即应适当增加筋与外表面、筋与筋汇流处的长度,或者增大压缩比来解决。4、口模出料不均匀,造成型材壁厚薄不一致,或者密实度不一致。这也就造成了型材两个面之间的力学性能上的差别,我们在实验时有时冷冲一面合格一面不合格,也恰恰证明了这一点。至于壁薄等非标型材这里就不再多说。5、定型模的冷却速率。冷却水温往往没有引起足够的重视,冷却水的作用是将工业板链线铝型材拉伸的大分子链及时冷却定型,达到使用目的。
制造过程简单它可以通过设计,切割/钻孔和组合来完成,而传统材料通常经历复杂的过程,例如设计,切割/钻孔,焊接,喷砂/表面处理,表面喷涂等。材料可以重复使用由于在使用工业板链线铝型材的机器部件的整个制造过程中没有热焊接,因此部件可以容易地拆卸并且所有材料和附件可以重复使用,而传统材料由于切割变形和高拆卸成本而很少重复使用。节省工作时间由于制造过程的简单性,它可以节省大量的时间和成本,特别是在由于制造错误而返工时,它可以比使用传统材料节省数倍的时间。制造精度高在制造过程中,没有热焊接,也没有材料变形,因此装配精度高;而使用热焊接的传统材料会变形,这会影响最终的装配精度。华丽的外观使用工业板链线铝型材的设备外观更加现代,工业铝型材独特的阳极氧化涂层比现有的涂层方法更坚固和稳定。
工业板链线铝型材防尘牛宝体育室使用需求:1、密封性:无尘车间隔断牛宝体育室对于隔断密封性要求非常严格,从而保证无尘室的牛宝体育程度,如果密封性欠缺就会失去无尘防护的作用,利用铝型材结合有机玻璃及密封槽条可以快速实现设计效果;2、便捷性:充分利用工业铝型材特殊的产品结构,可以将复杂的结构模块化、简单化,利用简单的操作工具,实现防尘室的快速搭建,且达到最终使用需求;3、功能性:防尘室或无尘车间隔断会根据使用环境以及客户的需求实现多种功能,如轨道安装、电动门、布线系统等,可以充分发挥工业板链线铝型材产品优势,结合标准化连接配件实现快速安装,实现最终使用需求。






